“微反应器“也被称为“微通道”反应器(Microreactor,Micro-channel reactor),是微反应器、微混合器、微换热器、微控制器等微通道化工设备的通称。自20世纪90年代中期微反应技术兴起以来,由于其独特的特色和优势得以迅速发展并成为科研院校和企业界共同的研究热点;不但取得了很多令人瞩目的研究成果,而且在医药、农药、特种材料以及精细化工产品及中间体的合成中得到了越来越多的应用。尤其进入本世纪以后,各大跨国公司也开始关注这一新兴技术,纷纷成立专门的微反应技术部门开展在其相关工业领域的应用研究;同时开发微反应技术的公司之间也强强联合,以期进一步拓展微反应技术在工业生产中的应用。
连续化微通道反应器的特征及其优势连续化微通道反应器的特征及其优势
“微反应器“从本质上讲是一种连续流动的管道式反应器;反应器中的微通道利用精密加工工艺制造而成,特征尺寸通常在10-1000微米之间。由于微反应器内工艺流体的通道尺寸非常小,相对于常规管式反应器而言其比表面积体积比非常大(可达10,000-50,000 m2/m3,见图2),因此微反应器具有极高的混合效率(毫秒级范围实现径向完全混合)、极强的换热能力(传热系数可达25,000 W/(m2•K))和极窄的停留时间分布(几乎无返混,基本接近平推流)。“微反应器”的两大特征---比表面积大以及连续操作方式,使得我们对反应工艺的精确控制成为可能。相对于传统的间歇反应工艺,微反应器具有高速混合、高效传热、反应物停留时间的窄分布、重复性好、系统响应迅速而便于操控、几乎无放大效应以及在线的化学品量少,从而达到的高安全性能等优势。
作为一项新兴的反应技术,“微反应器”相比常规间歇反应器无论从反应器本身、工艺研发还是放大生产等方面的优势都非常突出。下文从这几个方面进行详细阐述:
1.1反应器本身的优势反应器本身的优势:
•良好的可操作性微反应器可以在高效微换热器以及精确进料泵的帮助下实现精确的温度控制和流量控制。它的制作材料可以是各种高强度耐腐蚀材料,同时又是密闭的微通道式反应器,因此可以轻松应对苛刻的工艺要求(如无水无氧条件或使用到有毒试剂的情况等),实现安全高效生产。另外,由于是连续流动反应,虽然微反应器体积很小,产量却完全可以达到常规反应器的水平。
•结构保证安全由于微反应器换热效率极高,即使反应突然释放大量热量,也可以被迅速导出,从而保证反应温度的稳定,在最大程度上减少了发生安全事故和质量事故的可能性。而且,与间歇式单釜反应不同,微反应器采用连续流动反应,因此在反应器中停留的化学品数量总是很少的,即使操作各种危险化学品或工艺条件万一失控,危害程度也非常有限。
1.2工艺研发方面的优势工艺研发方面的优势:
•反应工艺条件精确控制微反应器具有极高的混合效率、极强的换热能力和极窄的停留时间分布,因此可以实现反应物料的瞬间混合和对反应工艺参数(如温度、压力和反应时间等)的精确控制成为可能。例如:1)对反应温度的精确控制:极大的比表面积决定了微反应器有极大的换热效率,即使是反应瞬间释放出大量热量,微反应器也可及时将其导出,维持反应温度稳定。而在常规反应器中的强放热反应,由于换热效率不够高,常常会出现局部过热现象。而局部过热往往导致副产物生成,这就导致收率和选择性下降。而且,在生产中剧烈反应产生的大量热量如果不能及时导出,就会导致冲料事故甚至发生爆炸。2)对反应时间的精确控制:常规的单锅反应,往往采用将反应物逐渐滴加的方式来防止反应过于剧烈。这就使一部分物料的停留时间过长。而在很多反应中,反应物、产物、或中间过渡态产物在反应条件下停留时间一长就会导致副产物的产生。而微反应器技术采取的是微管道中的连续流动反应,可以精确控制物料在反应条件下的停留时间。一旦达到最佳反应时间就立即将物料传递到下一步反应,或终止反应,这样就有效避免了因反应时间长而导致的副产物。3)物料以精确比例瞬间均匀混和:在那些对反应物料配比要求很严格的快速反应中,如果搅拌不够好,就会出现局部配比过量,导致产生副产物,这一现象在常规反应器中几乎无法避免,而微反应器的反应通道一般只有数十微米,物料可以按配比精确快速均匀混和,从而避免了副产物的形成。
•反应效率大大提高反应效率大大提高实现绿色实现绿色实现绿色生产工艺生产工艺生产工艺由于微反应器对工艺参数的精确控制,同样的反应过程在微反应器中往往可以实现更短反应时间,更高收率,更高选择性,和更高纯度。由于反应选择性和产率提高,副产物减少,以及可实现无溶剂反应,对环境的影响可以大大降低。
•轻松应对复杂化学反应轻松应对复杂化学反应极宽的操作范围:从零下100度到零上500度;从常压到100个大气压;适合各种强酸强碱性条件;轻松保证无水无氧环境。
•工艺条件快速筛选优化工艺条件快速筛选优化由于采用自动化控制,而且可以在线检测,微反应器系统可以在很短时间内考察诸如温度、压力、pH值、物料配比等等工艺参数。除了能够极大地缩短工艺优化所需要的时间,还可以节省大量的试剂。
1.3生产放大生产放大方面的优势方面的优势方面的优势:
•小试工艺不需中试可以直接放大小试工艺不需中试可以直接放大在精细化工生产中目前多使用间歇式反应器。小试工艺放大时,由于大生产设备与小试设备传热传质效率的不同,一般需要一段时间的摸索。一般的流程都是:小试―中试―大生产。利用微反应器技术进行生产时,工艺放大不是通过增大微通道的特征尺寸,而是通过增加微通道的数量来实现的。所以小试最佳反应条件不需做任何改变就可直接用于生产,不存在常规反应器的放大难题,从而大幅缩短了产品由实验室到市场的时间。
•研发周期大幅缩短研发周期大幅缩短因为使用微反应器可以实现反应过程的自动化连续操作,化工工程师可以在短时间内完成对反应条件的优化,迅速确定最佳反应条件;然后,通过等倍放大(即增加微反应通道的数量而不改变微反应通道的尺寸)建立微型工厂,可以直接将实验室工艺放大到年产数百至数千公斤的规模而实现批量生产,从而极大地节省了产品与工艺研发所需要的时间和费用。微反应技术消除了过程放大效应,小试工艺的最佳反应条件可以直接用于工业生产,大大缩短了工艺研发周期。
•连续化工艺方便自动化控制连续化工艺方便自动化控制微反应器可以方便实现过程的连续化和自动化控制,从而提升工艺稳定性并确证生产过程中的产品质量。
2.微反应技术特别适合的反应工艺微反应技术特别适合的反应工艺
考虑到微反应器的特色和优势,适合利用微反应技术进行工艺开发或优化的反应工艺类型列举如下:
•强放热反应强放热反应对强放热反应,常规反应器一般采用逐渐滴加的方式,即使是这样,在滴加的瞬间局部也会过热,生成一定量的副产物。而微反应器由于能够及时导出热量,对反应温度实现精确控制,可消除局部过热,显著提高反应的收率和选择性。
•反应物或产物不稳定的反应反应物或产物不稳定的反应某些反应物或生成的产物很不稳定,在反应器中停留时间稍长就会分解而降低收率。在微反应器中因为物料是连续流动的,它在反应器中的停留时间很短,而且其停留时间可以精确控制,从而有效减少了反应物和产物的分解,提高了收率。
•对反应配比要求很严格的快速反应对反应配比要求很严格的快速反应某些反应对物料的配比要求很严格,其中某一反应物过量就会引起副反应(如要求单取代的反应,会有二取代和三取代产物),由于微反应器系统可以实现物料的瞬间均匀混和,可避免局部过量,使副产物的产生减少到最低。•危险化学反应以及高温高压反应危险化学反应以及高温高压反应对某些易于失控的化学反应,一旦失控,就会造成反应温度急剧升高,反应压力急剧加大,引起冲料,甚至引发爆炸。而在微反应器中:第一,反应热可以很快导出,因此反应温度可以有效控制在安全范围内,使失控的风险降低到最低;第二,由于是连续流动反应,即使发生不测,由于在线的化学品量极少,其造成的危害也是微不足道的。因此从安全性的角度出发,微反应器非常适合此类反应。
•纳米材料纳米材料,,以及需要产物均匀分布的颗粒形成反应或聚合反应以及需要产物均匀分布的颗粒形成反应或聚合反应由于微反应器能实现物料的瞬间均匀混和,在形成沉淀的反应中,颗粒形成、生长的时间是基本一致的,因此得到的颗粒粒径有窄分布的特点。对于某些聚合反应,则可得到聚合度窄分布的产品。
3.结语和展望结语和展望
英格尔相对于传统的间歇反应工艺,微反应器具有高速混合、高效传热、反应物停留时间的窄分布、重复性好、系统响应迅速而便于操控、几乎无放大效应以及在线的化学品量少,从而达到的高安全性能等优势。据统计,在精细化工反应中有超过30%的反应可以通过微反应技术在收率、选择性或安全性等方面得到提升。综上所述,微反应技术为工艺过程的研发以及提高工艺过程的经济性开拓了新的思路。一方面,许多化工、制药以及生命科学领域的工程师、科学家将微反应技术视为寻求新的反应途径、合成新的化合物的的独特工具。另一方面,通过微型化改造现有工艺、建立新的、更具经济性的微反应工厂也颇具吸引力。目前在世界范围内微反应技术已经被成功地应用于医药、农药、材料、食品及其他精细化工等多个行业的研发和实际生产过程中。
英格尔,聚力价值信任
- 标准规范
|
- 合作伙伴
|
- 仪器设备
|
- 集团优势
恪守全球标准规范

大型企业、政府机构、高效研发机构

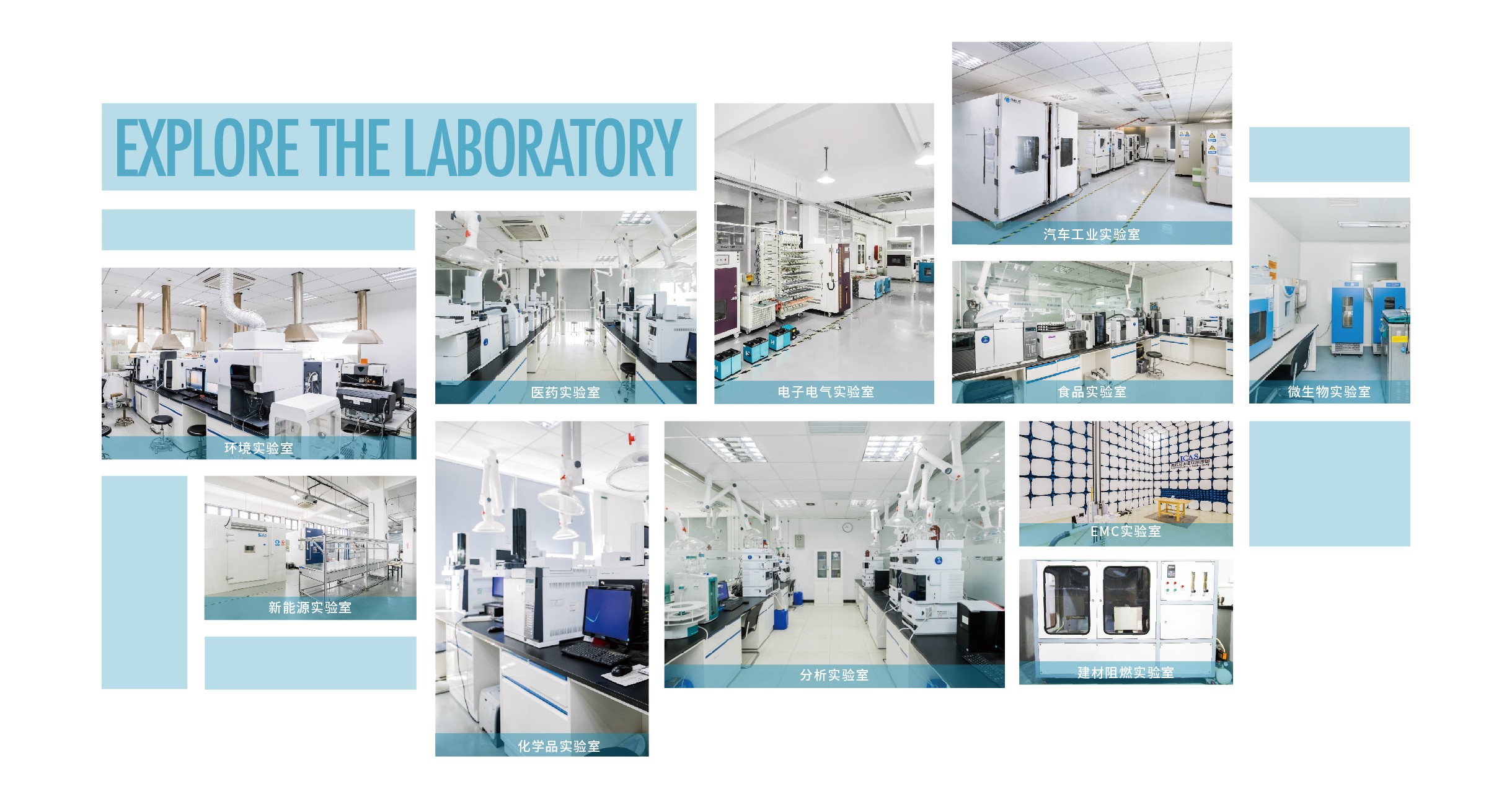
一线品牌(沃特世、赛默飞、安捷伦、戴安等)高配实验室设备
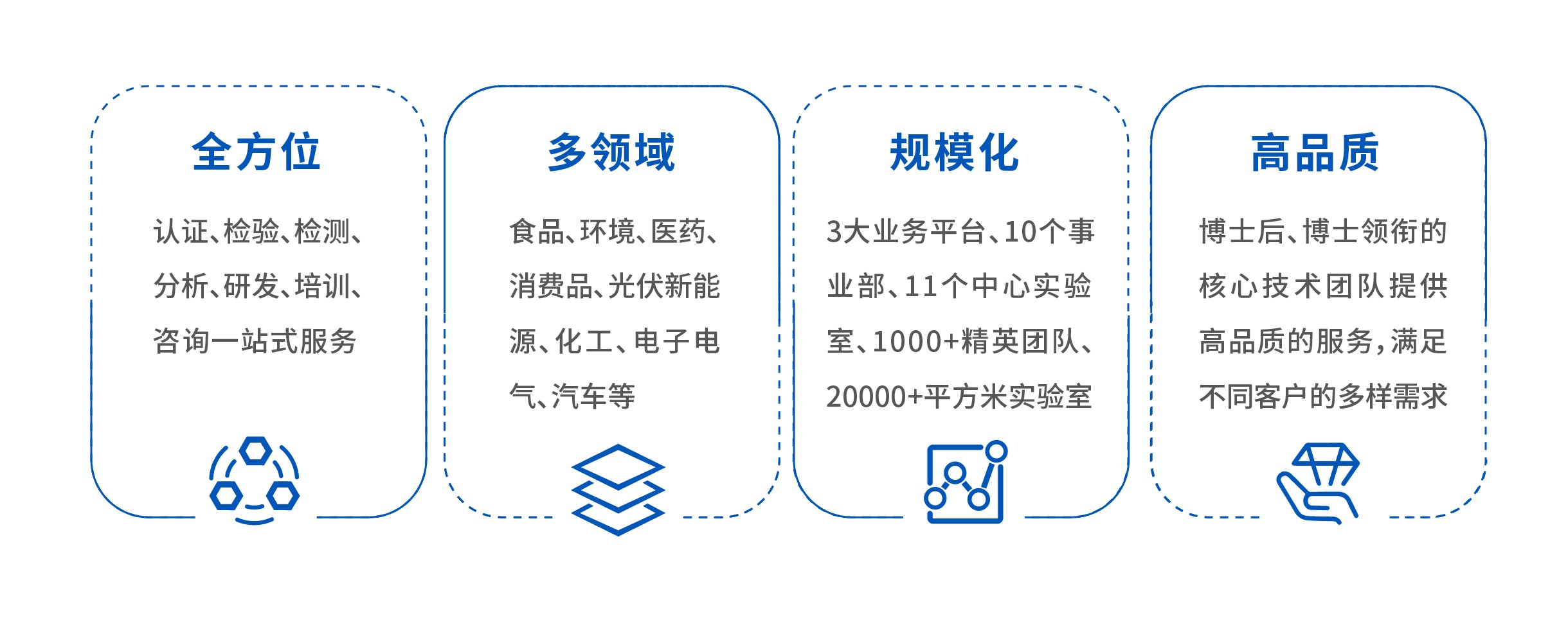
全方位的服务内容,多领域的服务能力,规模化的服务平台、高品质的服务质量
上一篇:
微通道反应器 下一篇:
常用材料的常用表面处理工艺详解